 全天候服务电话:13290622837
全天候服务电话:13290622837  QQ:2639495755
QQ:2639495755

全天候服务电话:13290622837 QQ:2639495755
对于工业大型网带输送机式的铸链炉结构加以优化应用,直接可降低工作时中停机时间、更加利于维护,可提高生产效率及实现网带式转运炉生产线的统一标准化作业;
大型网带输送机式铸造炉是加工轴承钢热处理的主要产线,由加热、淬火、清洗、回火四个工序组成,其中淬火、清洗、回火是采用结构相同的耐高温橡胶输送皮带,由于设备制造结构的差异,维护设备所需储备的托辊、支架、环形皮带的备件种类繁多,需要大量储存空间,增加了管理人员的工作量,另外输送机设备在生产和维护中,在可靠性、维护性方面需要提升;
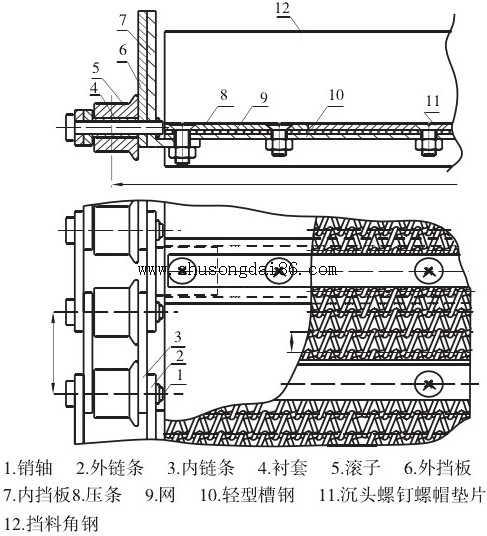
为满足高精益产出的要求,在降低设备维护率、减少停机,可对传送带式铸炉加以优化,改进前重型耐热输送带体的有效工作宽度为九百毫米,链节距五十毫米,由不同直径的链式托辊串联,总长一米易变形,若销轴出现问题更换时,则需要把整个线体及传动轨道整体吊出,维修工时长,由于钢性输送带与链轮传动过程中的跑偏脱节,挡料角钢带油量多,淬火油流失严重,输送机带网的间距跨度大,易变形;
解决方案:可将网带输送机线体结构改进统一规格,即在设计上统一线体的备件尺寸,减少库存及积压,便于维修降低工时,有效带宽、节距不变,将链辊尺寸缩短小,以便于输送机传送线的链节、销轴、辊子出现异常时,可以分部位维护,防脱传动链轮宽度与平形托辊统一加宽,同时增设防跑偏机构,在运输轨道上增加工字钢,为避免传送钢网变形,我们将其间跨度降低,同时在钢丝网底部安装三面钻有均布的网孔槽钢防止拉伸变形,以减少过程中的甩油量;
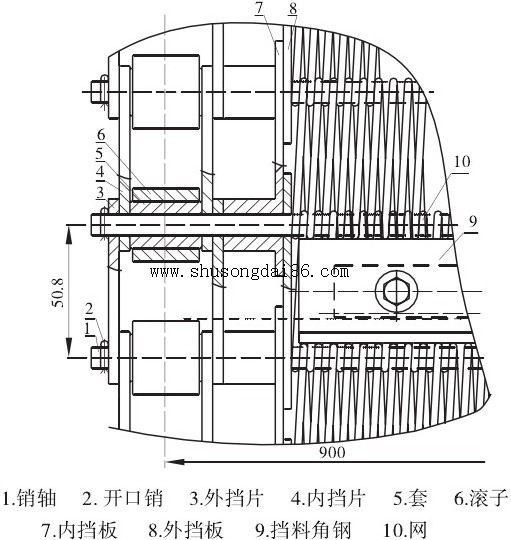
挡料角钢方面将其改为不等边并两面钻有均布网孔的结构,将挡工件的一面增高,以防止传送中物料掉落,网孔形角钢可节约淬火油用量,避免油位低于警戒线时发生的异常,油量的减少直接使得工件在喷淋清洗机内能的清洗程度,工作环境得以优化;

采用全新结构的大型网带输送机应用中效果理想,非常适合在连续作业的转运炉等耐高温产线中的投入使用;
更多重型输送机机械线体的相关知识为您推荐:
《矿用胶带输送机应用特性指南》、《运输物料的输送带结构分类》
上一篇: 选矿厂环形输送皮带接头快速修复法
下一篇: 保定橡胶输送带厂家在矿山怎样应用?